PLC CNC Haberleşmesi Nasıl Yapılır
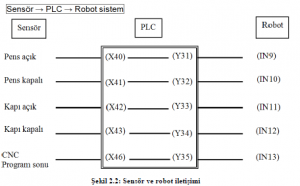
Şekil 2.2: Sensör ve robot iletişimi
PLC’nin X 40 girişine bağlı olan pens açık sensörü, sinyal verdiğinde robotun IN 9 girişine bağlı olan PLC’nin Y 31 çıkışı ile robota pensin açık olduğu bildirilir. Bu durumda robot iş parçasını pense yerleştirir, pens açık olduğu sürece buradan ayrılmaz.
PLC’nin X 41 girişine bağlı olan pens kapalı sensörü, sinyal verdiğinde robotun IN 10 girişine bağlı olan PLC’nin Y 32 çıkışı ile robota pensin kapalı olduğu bildirilir. Pens kapalı olduğu sürece iş parçasını sökmeye kalkmaz. Robot iş parçasını yerleştirdiyse CNC torna içinden ayrılabilir.
PLC’nin X 42 girişine bağlı olan kapı açık sensörü, sinyal verdiğinde robotun IN 11 girişine bağlı olan PLC’nin Y 33 çıkışı ile robota kapının açık olduğu bildirilir. Robot iş parçasını kapı açık sinyali gördüğünde pense takmak için harekete geçer.
PLC’nin X 43 girişine bağlı olan kapı kapalı sensörü, sinyal verdiğinde robotun IN 12 girişine bağlı olan PLC’nin Y 34 çıkışı ile robota kapının kapalı olduğu bildirilir. Robota kapının kapalı olduğu sinyali gittiği sürece robot iş parçasını sökmeye veya takmaya gitmez.
PLC’nin X 46 girişine bağlı olan tezgâh sıfır noktası sensörü, sinyal verdiğinde robotun IN 13 girişine bağlı olan PLC’nin Y 35 çıkışı ile robota tezgâhın sıfır noktasında olduğu bildirilir. Bu da CNC tornaya başlangıç sinyalinin verilmesini sağlar. Eğer CNC tornanın tablası bu konumda değilse CNC tezgâhı PLC’den sinyal gelse bile kesinlikle
çalışmaz ve hata sinyali gönderir. Ayrıca CNC programının bittiğini bildirir ve robotun iş parçasını sökmek için harekete geçmesini sağlar.
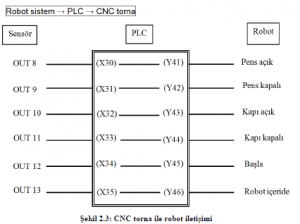
Şekil 2.3: CNC torna ile robot iletişimi
Pensi açılma emri robot tarafından PLC’nin X 30 girişine bağlı olan OUT 8 çıkışı ile bildirildiğinde PLC Y 41 çıkışı ile pensi açacak olan selenoid valfi çalıştırır.
Pensi kapatma emri robot tarafından PLC’nin X 31 girişine bağlı olan OUT 9 çıkışı ile bildirildiğinde PLC Y 42 çıkışı ile pensi kapatacak olan selenoid valfi çalıştırır.
Kapının açılma emri robot tarafından PLC’nin X 32 girişine bağlı olan OUT 10 çıkışı ile bildirildiğinde PLC Y 43 çıkışı ile kapıyı açacak olan selenoid valfi çalıştırır.
Kapının kapanma emri robot tarafından PLC’nin X 33 girişine bağlı olan OUT 11 çıkışı ile bildirildiğinde PLC Y 44 çıkışı ile kapıyı kapatacak olan selenoid valfi çalıştırır.
CNC tezgâhının çalışma emri, robot tarafından PLC’nin X34 girişine bağlı olan OUT 12 çıkışı ile bildirildiğinde PLC Y 45 çıkışı ile CNC tezgâhı çalıştırılmaya başlanır.
Robot kolunun CNC tezgâhının içinde iş parçasını söküyor ya da takıyor olduğunu robot, PLC’nin X 35 girişine bağlı olan OUT 13 çıkışı ile bildirir ve bu durumda PLC kapıyı açmak ya da kapatmak için herhangi bir işlem yapmaz.